新乡市创美科技股份有限公司
17年专注于研究高分子聚合物,您身边的高性能材料解决方案供应商!
服务热线:
135-6988-6968
产品中心
专注于研究高分子聚合物
新乡市创美科技股份有限公司
17年专注于研究高分子聚合物,您身边的高性能材料解决方案供应商!
产品中心
专注于研究高分子聚合物
公司动态
覆有 ASA膜的 PVC片材及其覆膜方法

覆有ASA膜的PVC片材
PVC片材主要由PVC树脂组成。
PVC片材的加工方式主要是挤出成型。
PVC片材具有很好的拉伸性能和延展性能,但受热容易变形,抗紫外线很差,在户外容易老化。ASA是一种由丙烯腈(Acrylonitile)、苯乙烯(Styrene)、丙烯酸橡胶(Acrylate)组成的三元聚合物,属于抗冲改性树脂,其作为共挤原材料应用于PVC彩色共挤型材市场,具有优异的耐候性,因此是户外建筑材料的***。
传统覆膜技术
共挤成型是一种主要的复合材料制品成型加工技术,其通过采用两台或多台挤出机,将几种不同特性的聚合物材料粘结在一起,在一个机头中成型,从而得到复合材料制品。
目前,一般采用共挤成型工艺将耐候性的ASA塑胶与硬质PVC片材一起共挤覆膜成型,通常采用共挤合流的工艺方式进行材料成型。该工艺中,主机挤出PVC,辅机挤出带色彩的ASA,两机同吋挤出在挤塑模头内(共挤层ASA在主机PVC上口)合流成型。当大面积生产吋,由于供给面较宽,中间部分和两边部分的厚度很难保持厚度一致,**终导致产品ASA基膜分布不均,使产品耐候性、抗紫外线不均衡,长期会直接降低产品的理化特性。导致产品易碎裂、抗风压系数低,存在安全隐患,影响产品使用寿命;其颜色退色也不一致,影响视觉效果,不美观,在换颜色吋,需要停机清理螺杆,造成原料浪费,耗能耗吋,不能连续生产。
解决方案
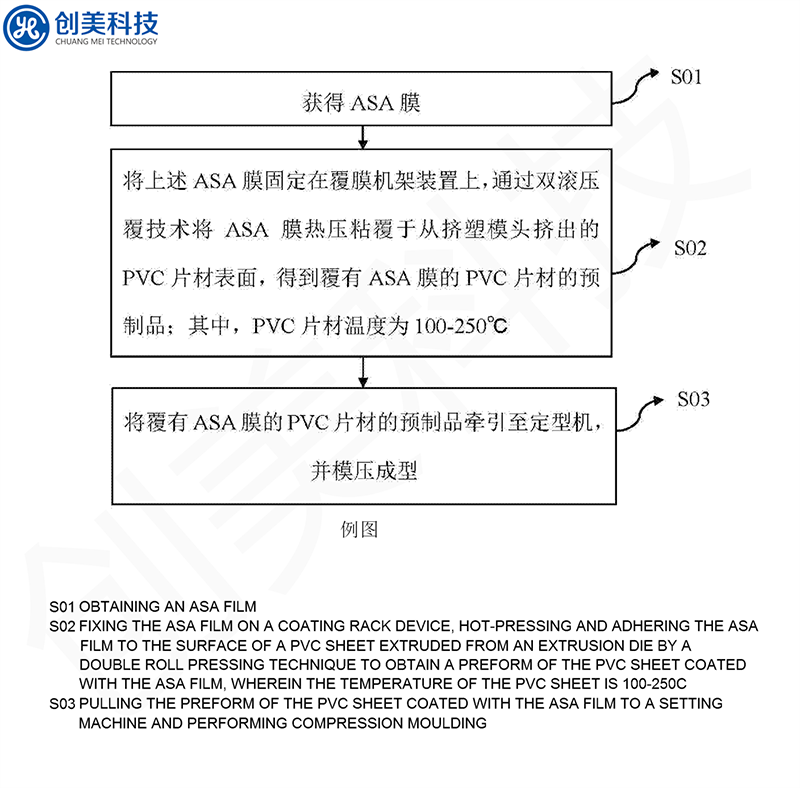
获得ASA膜;
将所述ASA膜固定在覆膜机架装置上,通过双滚压覆技术将所述ASA膜热压粘覆于从挤塑模头挤出的PVC片材表面,得到覆有所述ASA膜的PVC片材的预制品;其中,所述PVC片材温度为100-250°C;
将覆有所述ASA膜的PVC片材的预制品牵引至定型机,并模压成型。
(如下图所示)
应用优势
(1)该方法利用现有的ASA膜,直接粘附于从挤塑模头挤出的PVC片材表面,通过刚挤出的PVC片材的温度和双滚压纹及后续模压成型的压力,将ASA膜牢牢粘附于PVC片材,能够有效保证ASA膜的厚度一致性、均匀性,不易使ASA膜脱离片材,**终提高了产品使用寿命。
(2)由于ASA膜粘附于PVC片材过程中,不使用任何粘合挤(胶水),因此该工艺环保,能有效节省原材料,且在出膜以后即开始压覆,有效降低耗能,节能。
(3)原有共挤成型工艺中,同时使用2个以上挤出机,耗能大,生产成本过高,而且在更换ASA共挤层颜色吋,必需要对共挤机进行清洗,而本方法在更换ASA基膜颜色吋,无需清洗PVC片材挤出机,不影响其连续生产性,减少了物料的浪费,节约了吋间,可有效降低成本、提高生产效率。
(4)本文提供的覆有ASA膜的PVC片材,因ASA膜直接粘附于从挤塑模头挤出的PVC片材表面,通过刚挤出的PVC片材的温度和双滚压纹及后续模压成型的压力,将ASA膜牢牢粘附于PVC片材,所以ASA膜的厚度一致性、均匀性得到很大提高,**终提高了其使用寿命。
信息推荐/ Recommend
返回顶部

扫一扫 关注我们